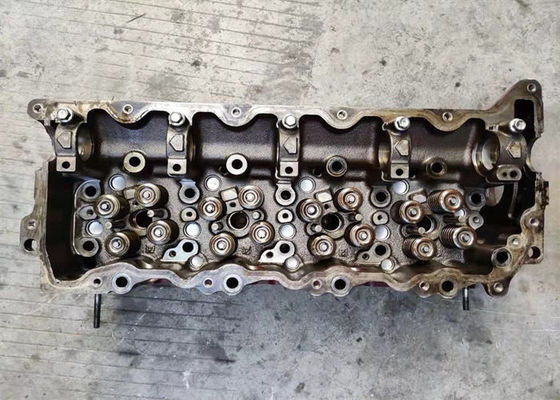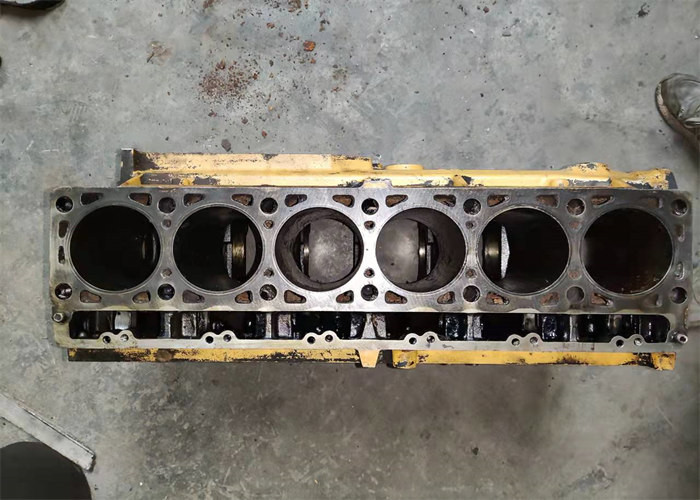
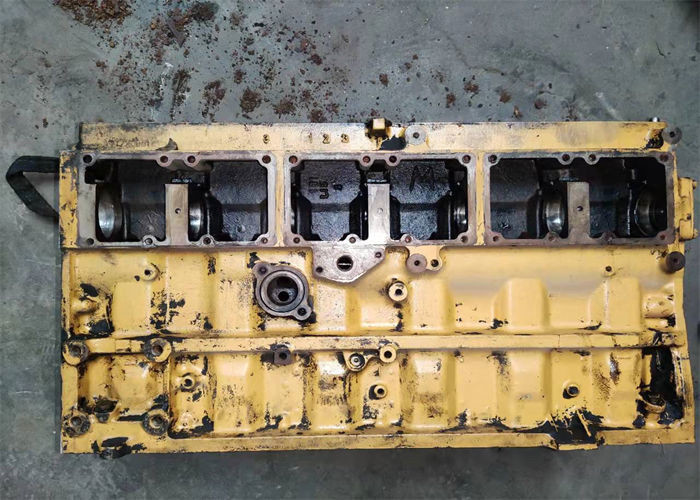
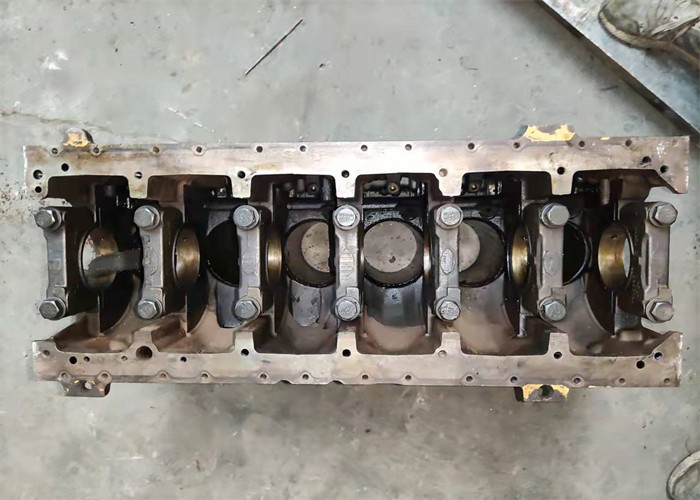
Blok Mesin Bekas C7 Diesel Untuk Pendingin Air Excavator E329D 221 - 4479
Spesifikasi
| Nama mobil: Blok silinder mesin |
| Nomor Model: C7 |
| Stroke silinder: 127 |
| Diameter silinder: 110 |
| Aplikasi: Excavator |
| katup: 18 katup |
| Pendinginan: Pendingin air |
| Injeksi: Listrik |
| Bentuk kerja: Turbo |
Keterangan
Tentang retak
Hal lain yang perlu diingat tentang retakan adalah bahwa retakan sering kali disebabkan oleh terlalu banyak panas.Gasket kepala yang bocor, pompa air, radiator, atau selang pendingin mungkin menyebabkan hilangnya cairan pendingin yang pada akhirnya menyebabkan mesin menjadi panas dan terlalu panas.Pembatasan knalpot yang disebabkan oleh catalytic converter yang terpasang sebagian (atau filter partikulat pada mesin diesel) juga dapat membuat cadangan panas di mesin.Jadi, penting untuk mengidentifikasi dan menghilangkan apa pun yang mungkin menyebabkan mesin menjadi terlalu panas sebelum digunakan kembali – jika tidak, perbaikan retakan Anda mungkin hanya sebentar.
Perbaikan Panas atau Dingin
diesel_repair_1Perbaikan retak dapat dilakukan dalam keadaan dingin (pinning) atau panas (welding dan brazing).Metode yang digunakan akan tergantung pada ukuran retakan dan jenis pengecoran (besi cor atau aluminium).Keuntungan utama membuat perbaikan retak dingin adalah tidak memerlukan panas.Tidak panas berarti tidak ada waktu tambahan yang diperlukan untuk memanaskan awal dan mendinginkan casting, dan tidak menimbulkan bahaya melengkung atau mendistorsi casting.Memanaskan kepala silinder atau blok menyebabkannya mengembang, yang pada gilirannya menciptakan tekanan termal pada logam yang dapat menyebabkan keretakan berikutnya saat logam mendingin – terutama jika mendingin terlalu cepat.
Dengan menyematkan, ada juga sedikit kekhawatiran untuk memastikan logam di sekitar retakan benar-benar bersih.Setiap jenis pengelasan membutuhkan permukaan yang bersih sempurna yang harus bebas dari kontaminan seperti minyak, minyak atau kotoran.Ini berarti pengecoran harus dibersihkan terlebih dahulu sebelum dapat dilas.Juga, pengelasan membutuhkan penggilingan retakan dengan penggiling mati sehingga logam baru dapat mengisi kekosongan dan menyatu dengan logam di kedua sisi retakan.
Dengan kepala dan balok besi tuang, 80 persen retakan biasanya dapat diperbaiki dengan pin besi atau baja atau sumbat tirus sementara 20 persen retakan akan memerlukan pengelasan tungku, pengelasan semprotan api atau brazing.Dengan kepala dan balok aluminium, justru sebaliknya.Sekitar 80 persen retakan diperbaiki dengan pengelasan tungsten inert gas (TIG), sementara 20 persen retakan diperbaiki dengan pin atau sumbat aluminium.
![]()
![]()
![]()