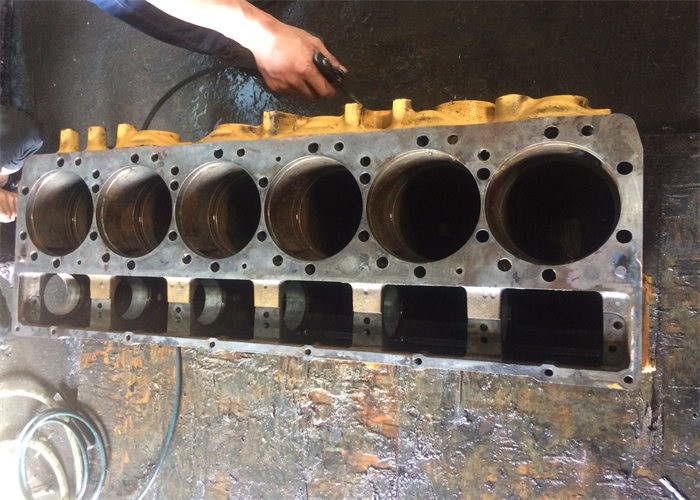

Blok Mesin Bekas Diesel C13 Untuk Pendingin Air Excavator E349D E349F
Spesifikasi
| Nama mobil: Blok silinder mesin |
| Nomor Model: C13 |
| Tipe mesin: Diesel |
| Aplikasi: Excavator |
| katup: 24 katup |
| Pendinginan: Pendingin air |
| Injeksi: Listrik |
| Bentuk kerja: Turbo |
Keterangan
Pengelasan Semprotan Api
Teknik lain untuk memperbaiki retakan pada kepala dan balok besi cor adalah pengelasan semprotan api (bubuk).Pengelasan semprotan api lebih cepat dan lebih mudah daripada pengelasan tungku, dan dapat membuat perbaikan yang kuat dan tahan lama sama seperti pengelasan tungku.Kepala masih harus dipanaskan terlebih dahulu dan didinginkan perlahan setelah retakan diisi.
irontite_tapered_plugs_2Obor penyemprot api memiliki hopper yang dioperasikan dengan pemicu yang memasukkan bubuk nikel ke dalam nyala api.Ketika bubuk terkena api, itu meleleh dan menyatu ke sisi retakan untuk mengisi area perbaikan.Prosesnya mirip dengan mematri tetapi menghasilkan perbaikan yang jauh lebih kuat daripada mematri.Bubuk dapat digunakan untuk mengisi lubang dan retakan, dan untuk membangun dudukan katup yang aus atau rusak.
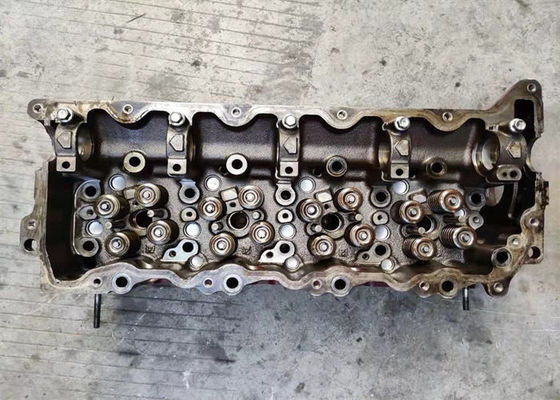
Kepala Aluminium Pengelasan TIG
Retak pada kepala aluminium paling sering diperbaiki dengan pengelasan TIG menggunakan argon atau kadang-kadang gas helium.Pelindung gas inert diperlukan karena aluminium membentuk lapisan oksida ketika terkena udara.Lapisan oksida dapat mencemari las dan mencegah batang pengisi menyatu dengan logam di sekitarnya.Arus bolak-balik digunakan untuk memanaskan logam secara bergantian dan membakar oksida yang terbentuk.Seperti besi tuang, aluminium harus dipanaskan terlebih dahulu sebelum pengelasan.Tetapi dengan aluminium Anda hanya perlu memanaskan terlebih dahulu hingga 350 hingga 450 derajat F.
Aluminium menghantarkan panas jauh lebih cepat daripada besi tuang sehingga penting untuk menjaga kepala tetap hangat saat sedang dilas.Teknik pengelasan bervariasi, tetapi ide dasarnya adalah melelehkan logam di sekitarnya dan mengisi retakan dengan logam cair dan batang pengisi.Lasan terkuat dicapai dengan menggunakan batang pengisi yang sangat cocok dengan paduan dalam casting.Dua batang pengisi yang bekerja dengan baik adalah #4043 dan #5356 dengan 5 persen magnesium.Jenis elektroda yang digunakan pada tukang las TIG juga dapat membuat perbedaan.Elektroda tungsten thorium bekerja dengan baik dengan aluminium, tetapi elektroda tungsten zirkonium (yang jauh lebih mahal) dianggap irontite_tapered_plugs_3yang terbaik.
![]()
![]()